
| Parametru | Unitate. |
| Cursa axei X | mm |
| Cursa axei Y | mm |
| Cursa axei Z | mm |
| Dimensiune masa | mm |
| Greutate maxima pe masa de lucru | kg |
| Turatie arbore | rpm |
| Conicitate arbore | |
| Motor arbore | kW |
| T-slot | nr.mm |
| Diametru maxim scula | mm |
| Lungime scula | mm |
| Greutate scula | kg |
| Timp schimbare scula | sec |
| Sistem rezervor racire | L |
| Greutate masina | kg |
BM-2100 2100 1000 1000 2300x1000 3000 65-1500 BT 50 15 18X5 130/200 300 15 7 1000 20000
SISTEM ARBORE DE MARE PERFORMANTA
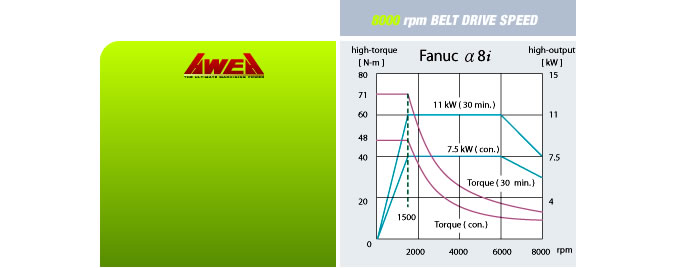
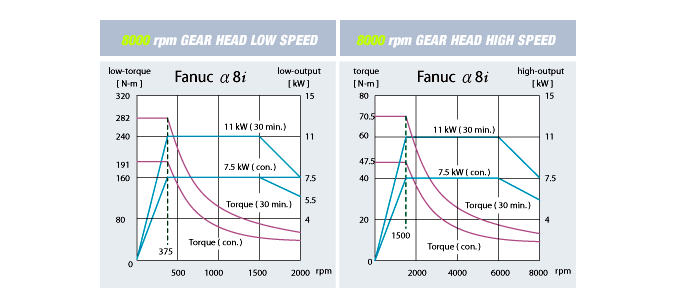
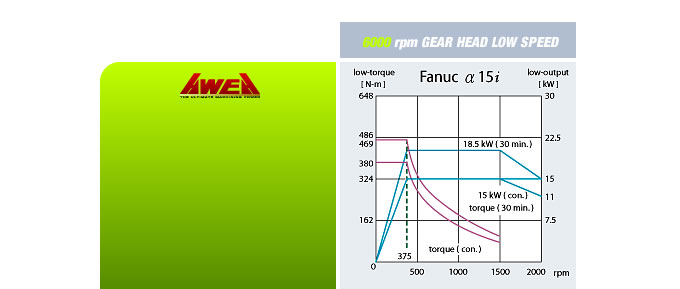
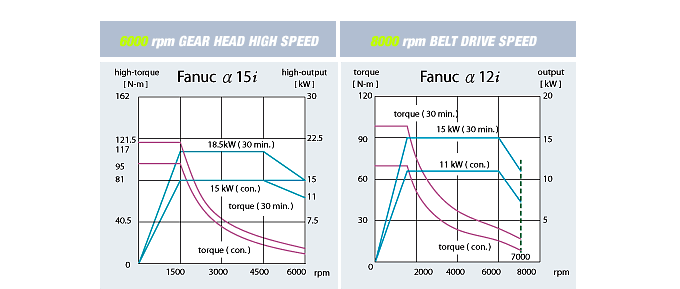
AWEA ofera o gama larga de centre de prelucrare si configuratii de arbori& motoare pentru a satisface cerintele dvs. De la angrenarea cu curea la cea directa, la arbori cu cutie de viteze, le putem oferi pe toate. Oferim, de asemenea, motoare cu multi cai putere pentru a asigura puterea masinilor noastre si a oferi cea mai mare performanta in aschiere.

Arborii sunt asamblati in fabrica proprie AWEA, in conditii de maxima curatenie pentru a elimina problemele cauzate de impuritatile din mediu.

Arborii cu cutie de viteze sunt construiti in fabrica noastra.

Dupa asamblare papusile fixe sunt izolate, dezasamblate si testate pe platforme de testare pentru a asigura ca temperatura, vibratiile si nivelul de zgomot se incadreaza in specificatii.
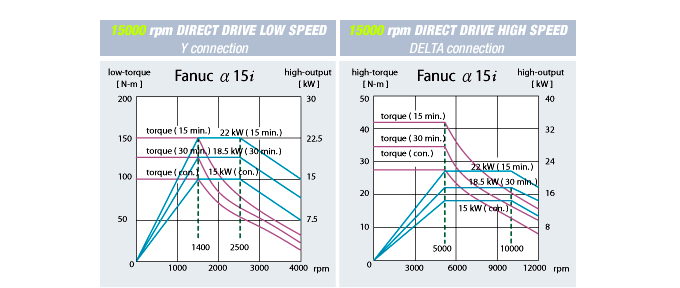
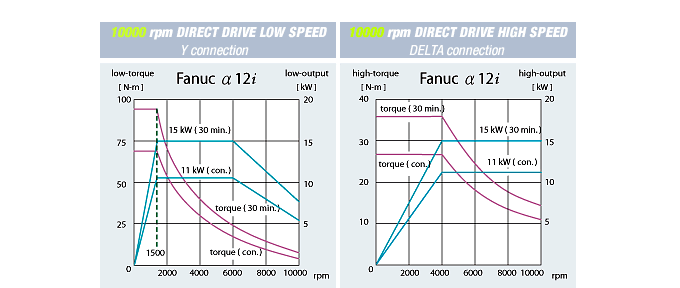
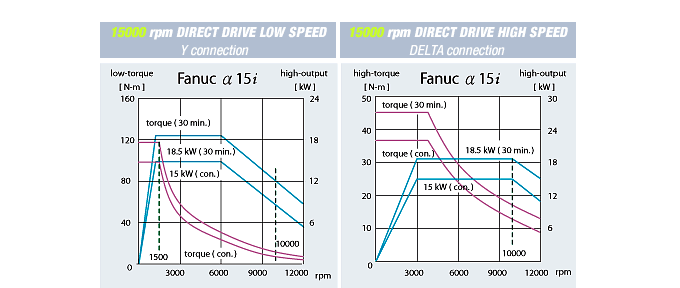
ARBORE CU ACTIONARE DIRECTA DE MARE PRECIZIE

Dimensiune con 40, rotatie de 10,000 / 12,000 / 15,000 rpm, arbore cu actionare directa. Arborele cu actionare directa asigura o rigiditate superioara ( 16 kgf / μm axial / radial ), precizie dinamica mai mare (1.2 μm ), nivel mai redus de zgomot ( usa deschisa : 72dB / usi inchise: 63 dB ), vibratii mici ( 2μm ), si deformare termica redusa ( axa Z continuu @ 32μm in 30 min).


Folosind metoda FEM, nervuri ransforsate optim sunt turnate direct in structura batiului, turnata dintr-o singura bucata. Impreuna cu montantul in forma de Y cu deschidere larga, rigiditatea mecanica a fost marita cu peste 45% in comparatie cu designul traditional. Seria BM poate efectua operatii grele si mentine precizia pe termen lung. O rigiditate mai buna inseamna si o durata de viata mai lunga a sculei.
Structura nervurilor montantului

Construit pentru a suporta ani si ani de productie in conditii grele, batiul echilibrat termic si componentele turnate sunt din fonta mehanitica F30 (standardul industrie este FC 20~25). Fonta din clasa FC30 suporta o tensiune mult mai mare si asigura o reducere mai eficienta a vibratiilor, oferind o masina care va intrece cu mult concurenta.
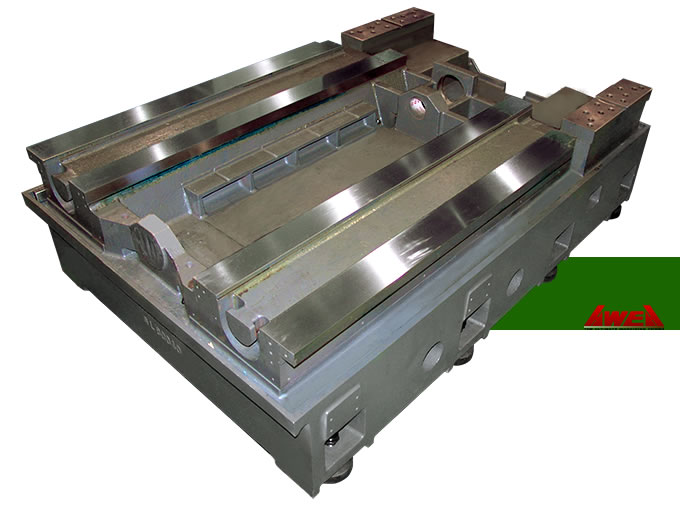
Batiurile cu centru de greutate jos incorporeaza 4 cutii de ghidaje pentru axa Y si sunt intinse la un raport de cel putin 1:1 pentru a atinge lungimea cursei X. Ghidajele ofera suport continuu pentru axa X.

Rigiditatea mesei este marita si cu ajutorul structurii ranforsate cu nervuri.
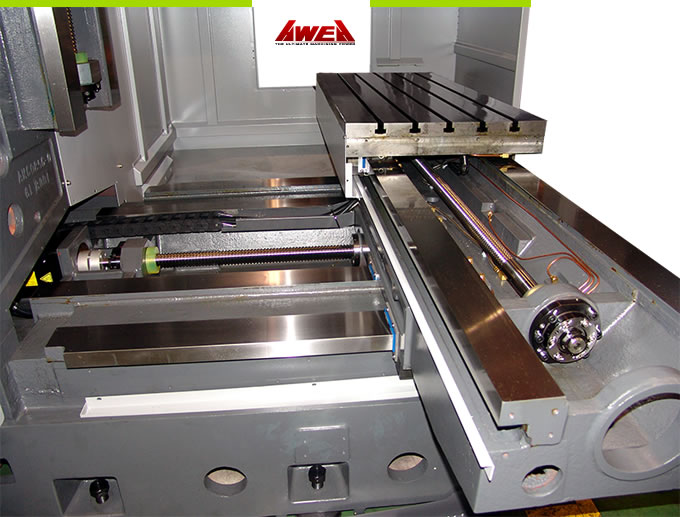
Suruburile cu bile din clasa C3 asigura cea mai mare precizie si rezistenta posibile.
In plus, pretensionarea pe toate axele reduce deformarea termica. Ghidajele extra-largi si calite turnate pe batiul masinii si saniei in timpul procesului de turnare sunt spatiate larg pentru o rezistenta maxima.
Sania este acoperita cu turcit pentru eliminarea frecarii, minimalizarea uzurii si precizia pe termen lung. Designul ghidajelor asigura de asemenea rigiditatea necesarea pentru aschierile grele.

Un numar total de 56 de puncte de contact ale tuturor saniilor, montantului si surubului cu bile cu batiul masinii sunt razuite manual pentru a asigura precizia maxima de asamblare, rigiditate si distributie a sarcinii. Mai mult, se mareste capacitatea de aschiere in conditii grele si precizia de prelucrare.
O inspectare stricta a cutiei surubului cu bile.

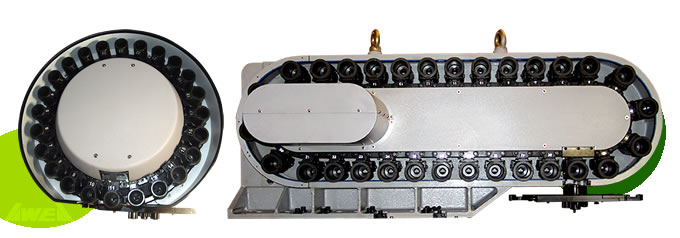
Masinile cu conicitate 40 au optional brat ATC de 24 / 30 / 32 / 40 scule, iar masinile cu conicitate 50 au brat ATC optional cu 24 / 30 / 40 scule.
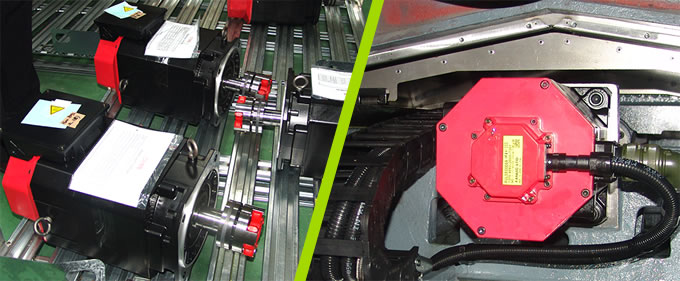
Toate servomotoarele si arborele, inclusiv sistemele de angrenare au componente Fanuc din seria i, pentru a asigura performanta de varf si precizie. Axele X, Y si Z sunt actionate de servomotoare din seria Fanuc alpha i, asigurand un cuplu imens, cu accelerare/decelerare mai mare.







{kind=link}